
Fiber Laser Cutting Technology
Our advanced CNC fiber laser cutters are engineered to process various metals—such as carbon steel, stainless steel, aluminum, and brass. We support multiple laser power configurations tailored to your specific thickness requirements.
Our Fiber Laser Processing Systems
Explore our high-performance fiber laser systems and automated deburring solutions optimized for industrial metal fabrication.

Single Table Fiber Laser Cutting Machine
- Structure Type: Open-Bed Single Table Configuration
- Laser Power Capacity: 1000W – 6000W
- Working Area Option: 1500x3000 mm / 2000x4000 mm / 2000x6000 mm
- Laser Source Option: Raycus / IPG / Max (Optional)
- Laser Cutting Head: Raytools / WSX (Autofocus)
- CNC Control System: CypCut FSCUT2000 / FSCUT1000
- Positioning Accuracy: ±0.03 mm
- Repositioning Accuracy: ±0.02 mm
- Max Acceleration: 1.0G – 1.2G
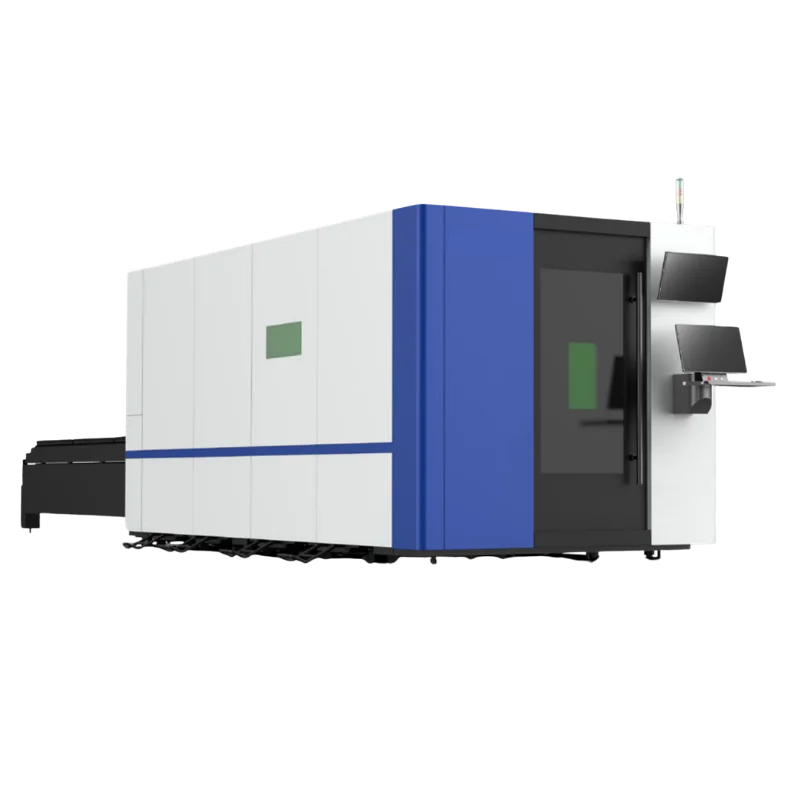
Exchange Table Fiber Laser Cutting Machine
- Structure Type: Fully Enclosed Dual Shuttle Table Configuration
- Laser Power Capacity: 2000W – 20000W (Ultra-High Power)
- Working Area Option: 1500x3000 mm / 2000x4000 mm / 2000x6000 mm
- Table Exchange Time: 15 – 20 seconds (High-Speed Chain Drive)
- Laser Source Option: Raycus / IPG / Max (Optional)
- Laser Cutting Head: Raytools / Precitec (Autofocus with Sensor Tech)
- CNC Control System: CypCut FSCUT8000 / FSCUT2000
- Max Acceleration: 1.2G – 1.5G
- Max Positioning Speed: 100 m/min – 120 m/min
Laser vs. Alternative Cutting Technologies
| Attribute | Fiber Laser | CO₂ Laser | Plasma Cutter | Waterjet | Oxy-fuel | Mechanical |
|---|---|---|---|---|---|---|
| Cutting Mechanism | High-power fiber optic laser beam (solid-state) | Gas laser (infrared CO₂ tube) | High-temperature plasma arc | High-pressure water + abrasive (garnet) or pure waterjet | Chemical combustion (oxygen + fuel) to melt/oxidize metal | Physical cutting by blade, router, shear, or stamping/punch |
| Best Materials | Ferrous & non-ferrous metals (steel, stainless, aluminium, copper) | Metals and many organics (wood, acrylic, plastics). Less efficient on highly reflective metals vs fiber | Electrically conductive metals (mild steel, stainless) | Metals, stone, glass, composites, plastics — virtually any material | Carbon (mild) steel and other ferrous materials (not for most non-metals) | Wood, plastics, composites, thin sheet metals (shear/punch for metals) |
| Typical Thickness Range (Practical) | Thin → medium; commonly 0.5–20 mm (depends on power); high-power units extend higher | Thin → medium; often used up to ~12–25 mm for some metals (depends on power) | Thin → very thick for mild steel; effective from ~1 mm to 50+ mm depending on system | Very thin → very thick (0.1 mm to 200+ mm depending on pump & abrasive) | Medium → very thick carbon steel; typically 5–300+ mm | Thin to medium (depends on machine): routers/punches for sheets up to ~6–20 mm; shears for thin plate |
| Cutting Speed | Very fast on thin/medium metals (high productivity) | Fast, but often slower than fiber for thin reflective metals | Very fast on thick mild steel (higher feed at thickness) | Slow (material removal via erosion) | Slow to moderate (depends on thickness) | Fast for simple straight cuts (shear); variable for routing |
| Edge Quality | Excellent — narrow kerf, smooth, minimal dross; often cut-ready | Good — smooth but slightly wider kerf than fiber; may require finishing on some materials | Rougher edge, dross present — usually needs finishing | Excellent — very smooth, no thermal HAZ; likely cut-ready | Rough with significant HAZ and slag; requires secondary cleaning | Depends — shear/punch leaves burrs; router can produce smooth finish on non-metals |
| Kerf Width | Narrow (0.1–0.5 mm) | Slightly wider | Wider (2–6 mm depending on torch & gap) | Narrow (0.5–2 mm) | Wide (several mm) | Varies (blade width, cutter type) |
| Heat Affected Zone (HAZ) | Small | Moderate | Large | None (cold cutting) | Large (oxidation & heat) | None for physical cutting methods; variable otherwise |
| Precision / Tolerance | Very high (±0.05–0.2 mm typical) | High (but generally slightly less precise than fiber on reflective metals) | Moderate to low (±0.5 mm or more) | High (±0.1–0.3 mm) | Low precision on fine features | High for CNC routing/punching (depends on tooling) |
| Consumables | Low (assist gas — O₂/N₂ — and optics cleaning) | Moderate (mirrors, lenses, gas) | High (electrodes, nozzles) | High (abrasive — garnet; pump maintenance) | Fuel gases and oxygen; minimal wear parts | Tooling (blades, bits, punches) replacements |
| Maintenance Effort | Relatively low (solid-state) | Higher (tube maintenance, optics alignment) | Moderate (torch consumables) | Moderate–high (pump, abrasive handling) | Low–moderate (gas systems, torch maintenance) | Varies — routine tool change & alignment |
| Energy Efficiency | High (more electrical efficiency than CO₂) | Lower efficiency (CO₂ tubes use more power) | Moderate | Low (high hydraulic power) | Low–moderate | Variable |
| Initial Cost | Medium → high (depending on power & automation) | Medium → high | Low → medium | High (waterjet equipment & pumps) | Low → medium | Low → medium |
| Operating Cost (Typical) | Low → moderate (low consumables, high uptime) | Moderate → higher | Moderate → high (consumables + gas) | High (abrasives + pump energy + maintenance) | Low (cheap gases) | Low → moderate (tool wear) |
| Safety & Environmental | Fumes when cutting coated materials (requires extraction); laser safety required (enclosure & interlocks) | Similar to fiber; CO₂ lasers need proper ventilation and safety | Smoke, UV, hot spatter — ventilation & PPE required | Minimal thermal emissions but high noise & water/abrasive disposal concerns | Significant fumes, slag, flame hazards; ventilation required | Noise, dust, chip management; less thermal hazard for non-thermal methods |
Fiber Laser Cutting Machine FAQ
What is a fiber laser cutting machine and how does it function?
A fiber laser cutter is an industrial system that uses a solid-state laser source to produce a highly concentrated light beam. This beam is routed through flexible optical fibers to the cutting head, where it melts or vaporizes metal. An assist gas (like nitrogen or oxygen) blows away the molten metal, producing high-accuracy cuts.
What materials can be processed by a RAXMEK fiber laser?
Our systems cut a wide variety of metals, including mild/carbon steel, stainless steel, aluminum, brass, copper, titanium, and other non-ferrous alloys. Thick reflective metals like copper require higher wattage configurations and specialized optics.
How does fiber laser technology compare to CO2 lasers?
Fiber lasers offer 2 to 3 times higher electrical efficiency than CO2 lasers, cut thin-to-medium sheets significantly faster, and require no reflective mirror maintenance. They also handle reflective metals (like brass and copper) much more safely.
What is the typical lifespan and maintenance requirement?
The solid-state laser source lasts up to 100,000 hours of operation. Since there are no moving mirrors or laser gas chambers, routine maintenance is limited to keeping the protective lens clean, replacing nozzle consumables, and ensuring the chiller has clean water.
Which factors determine the cost of a fiber laser cutting system?
Key cost factors include the laser source wattage (ranging from 1kW to 30kW+), worktable dimensions (single bed vs. dual shuttle exchange tables), structural frame weight, and additional options like integrated rotary tube cutters or safety enclosures.
Request a Custom Quote
Have questions about our fiber laser cutting machines or need a customized quote? Send us your requirements and our team will get back to you within 24 hours.
Mettiti in contatto e ti risponderemo il prima possibile. Non vediamo l'ora di sentirti!