
Tecnología de corte por láser de fibra
Nuestras avanzadas cortadoras láser de fibra CNC están diseñadas para procesar diversos metales, como acero al carbono, acero inoxidable, aluminio y latón. Ofrecemos múltiples configuraciones de potencia láser adaptadas a sus necesidades específicas de espesor.
Nuestros Sistemas de Procesamiento por Láser de Fibra
Explore nuestra gama de sistemas de corte por láser de fibra de alto rendimiento y soluciones de desbarbado automatizado optimizadas para la fabricación industrial de metales.

Máquina de Corte por Láser de Fibra de Mesa Única
- Tipo de Estructura: Configuración de mesa única de bancada abierta
- Capacidad de Potencia Láser: 1000W – 6000W
- Opciones de Área de Trabajo: 1500x3000 mm / 2000x4000 mm / 2000x6000 mm
- Opciones de Fuente Láser: Raycus / IPG / Max (Opcional)
- Cabezal de Corte Láser: Raytools / WSX (Enfoque automático)
- Sistema de Control CNC: CypCut FSCUT2000 / FSCUT1000
- Precisión de Posicionamiento: ±0.03 mm
- Precisión de Reposicionamiento: ±0.02 mm
- Aceleración Máxima: 1.0G – 1.2G
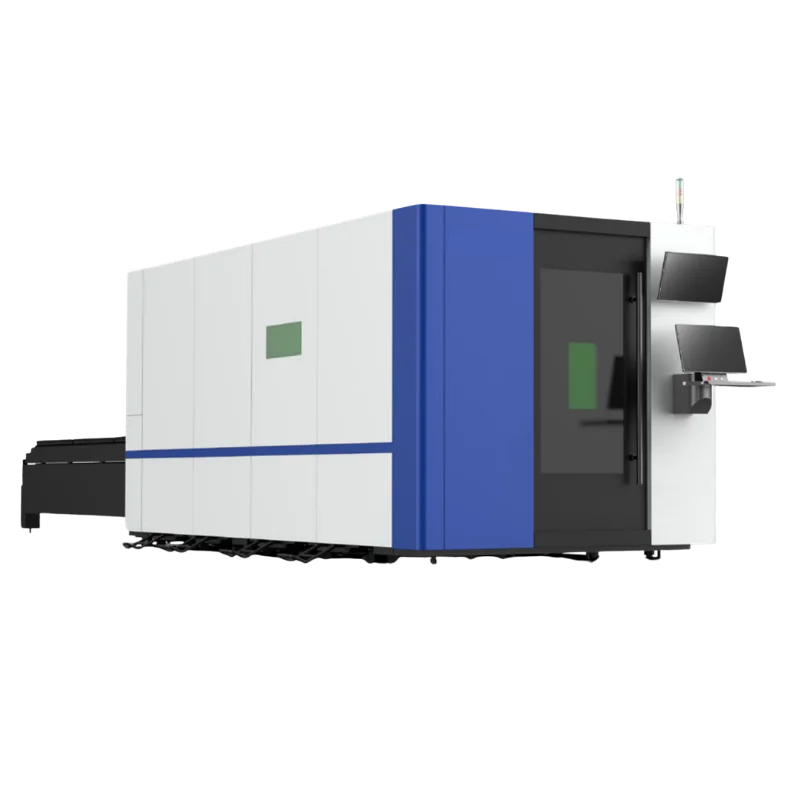
Máquina de Corte por Láser de Fibra con Mesa de Intercambio
- Tipo de Estructura: Configuración de doble mesa de intercambio totalmente cerrada
- Capacidad de Potencia Láser: 2000W – 20000W (Ultra alta potencia)
- Opciones de Área de Trabajo: 1500x3000 mm / 2000x4000 mm / 2000x6000 mm
- Tiempo de Intercambio de Mesa: 15 – 20 segundos (Accionamiento por cadena rápido)
- Opciones de Fuente Láser: Raycus / IPG / Max (Opcional)
- Cabezal de Corte Láser: Raytools / Precitec (Enfoque automático con tecnología de sensores)
- Sistema de Control CNC: CypCut FSCUT8000 / FSCUT2000
- Aceleración Máxima: 1.2G – 1.5G
- Velocidad Máxima de Posicionamiento: 100 m/min – 120 m/min
Láser frente a Tecnologías de Corte Alternativas
| Atributo | Láser de Fibra | Láser de CO₂ | Cortadora de Plasma | Chorro de Agua | Oxicorte (Llama) | Mecánico |
|---|---|---|---|---|---|---|
| Mecanismo de Corte | Haz de láser de fibra óptica de alta potencia (estado sólido) | Láser de gas (tubo infrarrojo de CO₂) | Arco de plasma de alta temperatura | Agua a alta presión + abrasivo (granate) o chorro de agua pura | Combustión química (oxígeno + gas) para fundir/oxidar el metal | Corte físico mediante cuchilla, fresadora, cizalla o punzón |
| Mejores Materiales | Metales ferrosos y no ferrosos (acero, acero inoxidable, aluminio, cobre) | Metales y muchos orgánicos (madera, acrílico, plásticos). Menos eficiente en metales reflectantes | Metales conductores de electricidad (acero dulce, acero inoxidable) | Metales, piedra, vidrio, compuestos, plásticos — casi cualquier material | Acero al carbono (dulce) y otros materiales ferrosos (no apto para la mayoría de no metales) | Madera, plásticos, compuestos, chapas finas (cizalla/punzón para metales) |
| Rango de Espesor Típico | Fino → medio; comúnmente 0.5–20 mm; las unidades de alta potencia se extienden más | Fino → medio; a menudo se usa hasta ~12–25 mm para algunos metales | Fino → muy grueso para acero dulce; efectivo de ~1 mm a 50+ mm | Muy fino → muy grueso (0.1 mm a 200+ mm dependiendo de la bomba y el abrasivo) | Medio → muy grueso en acero al carbono; típicamente 5–300+ mm | Fino a medio: routers/punzones para chapas de hasta ~6–20 mm; cizallas para chapas finas |
| Velocidad de Corte | Muy rápida en metales finos y medianos (alta productividad) | Rápida, pero a menudo más lenta que el láser de fibra para metales finos reflectantes | Muy rápida en acero dulce grueso (mayor avance en espesor) | Lenta (remoción de material mediante erosión) | Lenta a moderada (depende del espesor) | Rápida para cortes rectos simples (cizalla); variable para fresado |
| Calidad del Borde | Excelente: corte estrecho, suave, rebaba mínima; a menudo listo para montar | Buena: suave pero con un ancho de corte ligeramente mayor que el láser de fibra | Bordes más rugosos, presencia de escoria: requiere acabado posterior | Excelente: muy suave, sin afectación térmica (ZAC); listo para montar | Rugosa con importante ZAC y escoria; requiere limpieza secundaria | Depende: la cizalla/punzón deja rebabas; el router puede producir un acabado liso |
| Ancho de Corte (Kerf) | Estrecho (0.1–0.5 mm) | Ligeramente más ancho | Ancho (2–6 mm dependiendo de la antorcha y la distancia) | Estrecho (0.5–2 mm) | Ancho (varios mm) | Varía (ancho de la cuchilla, tipo de herramienta) |
| Zona Afectada por el Calor | Pequeña | Moderada | Grande | Ninguna (corte en frío) | Grande (oxidación y calor) | Ninguna para métodos de corte físico; variable en otros casos |
| Precisión / Tolerancia | Muy alta (típica de ±0.05–0.2 mm) | Alta (pero generalmente menos precisa que el láser de fibra en metales reflectantes) | Moderada a baja (±0.5 mm o más) | Alta (±0.1–0.3 mm) | Baja precisión en detalles finos | Alta para fresado/punzonado CNC (depende de las herramientas) |
| Consumibles | Bajo (gas de asistencia — O₂/N₂ — y limpieza de ópticas) | Moderado (espejos, lentes, gas) | Alto (electrodos, boquillas) | Alto (abrasivo — granate; mantenimiento de la bomba) | Gases combustibles y oxígeno; piezas de desgaste mínimas | Reemplazo de herramientas (cuchillas, brocas, punzones) |
| Mantenimiento | Relativamente bajo (estado sólido) | Mayor (mantenimiento del tubo, alineación de ópticas) | Moderado (consumibles de la antorcha) | Moderado–alto (bomba, manipulación de abrasivos) | Bajo–moderado (sistemas de gas, mantenimiento de antorchas) | Varía: cambio rutinario de herramientas y alineación |
| Eficiencia Energética | Alta (mayor eficiencia eléctrica que el láser de CO₂) | Menor eficiencia (los tubos de CO₂ consumen más energía) | Moderada | Baja (alta potencia hidráulica) | Baja–moderada | Variable |
| Costo Inicial | Medio → alto (según la potencia y automatización) | Medio → alto | Bajo → medio | Alto (equipamiento de chorro de agua y bombas de alta presión) | Bajo → medio | Bajo → medio |
| Costo Operativo | Bajo → moderado (bajos consumibles, alto tiempo de actividad) | Moderado → mayor | Moderado → alto (consumibles + gas) | Alto (abrasivos + energía de la bomba + mantenimiento) | Bajo (gases económicos) | Bajo → moderado (desgaste de herramientas) |
| Seguridad y Medio Ambiente | Humos al cortar materiales recubiertos (requiere extracción); se requiere cabina de seguridad láser | Similar al láser de fibra; requiere ventilación adecuada y seguridad láser | Humo, radiación UV, salpicaduras calientes: requiere ventilación y EPP | Emisiones térmicas mínimas pero alto ruido y problemas de eliminación de agua/abrasivo | Gases significativos, escoria, riesgos de llama; requiere ventilación | Gestión de ruido, polvo y virutas; menor riesgo térmico |
Preguntas Frecuentes sobre Cortadoras Láser de Fibra
¿Qué es una máquina de corte por láser de fibra y cómo funciona?
Una cortadora por láser de fibra es un sistema industrial que utiliza una fuente de láser de estado sólido para producir un haz de luz altamente concentrado. Este haz se dirige a través de fibras ópticas flexibles hacia el cabezal de corte, donde funde o vaporiza el metal. Un gas de asistencia (como nitrógeno u oxígeno) expulsa el metal fundido, produciendo cortes de alta precisión.
¿Qué materiales puede procesar un láser de fibra RAXMEK?
Nuestros sistemas cortan una amplia variedad de metales, incluyendo acero dulce/al carbono, acero inoxidable, aluminio, latón, cobre, titanio y otras aleaciones no ferrosas. Los metales altamente reflectantes y gruesos, como el cobre, requieren configuraciones de potencia más altas y óptica especializada.
¿Cómo se compara la tecnología láser de fibra con los láseres de CO2?
Los láseres de fibra ofrecen una eficiencia eléctrica de 2 a 3 veces mayor que los láseres de CO2, cortan chapas finas y medianas notablemente más rápido y no requieren mantenimiento de espejos reflectores. También procesan metales reflectantes (como latón y cobre) de forma mucho más segura.
¿Cuál es la vida útil típica y el requisito de mantenimiento?
La fuente de láser de estado sólido dura hasta 100,000 horas de funcionamiento. Dado que no hay espejos móviles ni cámaras de gas láser, el mantenimiento de rutina se limita a mantener limpia la lente protectora, reemplazar las boquillas y asegurar que el enfriador tenga agua limpia.
¿Qué factores determinan el costo de un sistema de corte por láser de fibra?
Los factores clave de costo incluyen la potencia de la fuente láser (de 1kW a más de 30kW), las dimensiones de la mesa de trabajo (mesa simple frente a mesas de intercambio de doble lanzadera), el peso de la estructura del bastidor y opciones adicionales como rotadores de tubos integrados o cabinas de seguridad.
Request a Custom Quote
Have questions about our fiber laser cutting machines or need a customized quote? Send us your requirements and our team will get back to you within 24 hours.
Póngase en contacto y le responderemos lo antes posible. ¡Esperamos tener noticias suyas!